Ensure your plant is serviced, add additional machines (extra MK6 or MK2 upgrade to MK6), add day bins (extra bins filled during night shift) when you do night shifts and increase packaging capacity. Get ready before peak milling season (Nov/Dec).
Rapid capacity step-up – questions to ask:
- Are you already running maximum shifts on your current plant?
- Are you turning away customers during peak weeks?
- Are queues forcing you to accept lower quality or skip cleaning steps?
Options to consider:
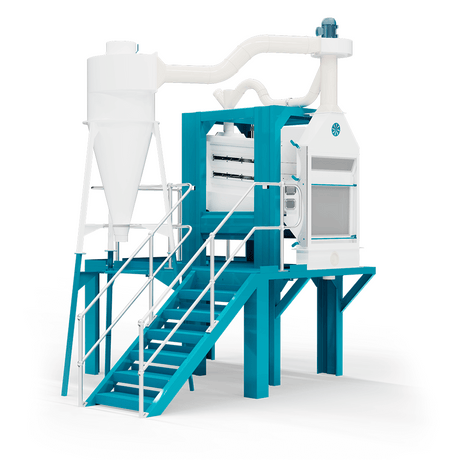
SP-1: a compact, modular mill that offers a quick-turnaround expansion option at specific capacities.
R-40: a more meaningful step-up in throughput with best-in-class extraction rates and a stronger long-term base; the latest redesign includes DGX degermination and precision vitamin dosing.
Capacity increase. Share your current tons per day and your target tons per day, and Roff will recommend whether an SP-1 add-on or an R-40 capacity step makes more sense for this intake season.